
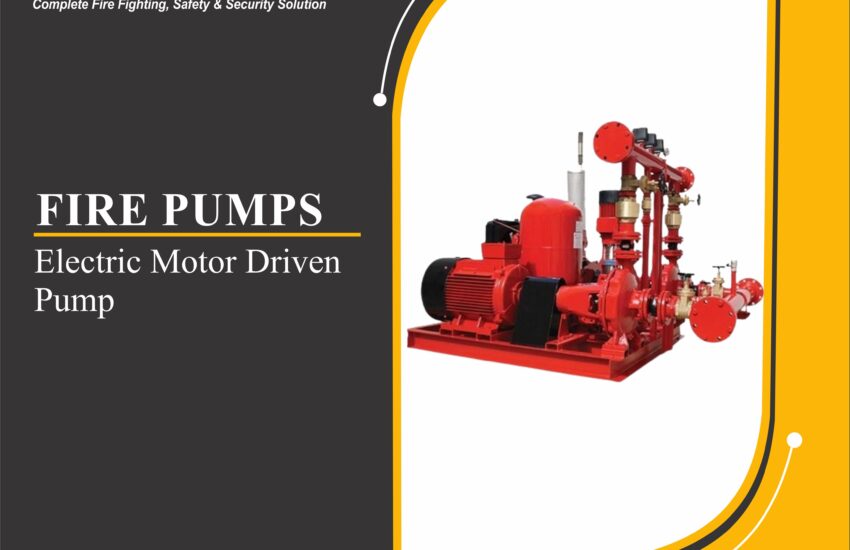
Electric Motor Driven Pump is a critical component of any reliable fire protection solution. Designed for continuous performance and automatic operation, it ensures effective water delivery to fire suppression systems in commercial, industrial, and residential facilities. This complete fire pump package includes a main electric motor driven pump, a standby diesel engine fire pump, and a jockey fire pump, along with a fire pump control panel and all required accessories such as suction and discharge piping, valves, and fittings.
With a capacity of 500 GPM @ 7 Bar Head, the system is engineered for efficiency, reliability, and compliance with international firefighting standards.
Main Electric Motor Driven Pump
The main electric motor driven pump is a horizontal split case fire pump flexibly coupled to a high-performance electric motor. It delivers 500 GPM at 7 Bar Head, ensuring stable and efficient water flow for fire protection systems.
Key Features:
- Horizontal split case design for easy maintenance and serviceability
- High operational efficiency with smooth and quiet operation
- Suitable for continuous duty applications
- Robust construction for long life and reliability
Technical Advantages:
- Flow: 500 GPM
- Head: 7 Bar
- Drive: Electric motor (flexible coupling)
- Usage: Main fire pump in automatic sprinkler or hydrant systems
Standby Diesel Engine Driven Fire Pump
The diesel fire pump serves as a standby pump, automatically starting in the event of a power failure. It is also a horizontal split case pump flexibly coupled to a diesel engine, delivering the same performance of 500 GPM @ 7 Bar Head.
System Includes:
- Heavy-duty diesel engine
- Integrated diesel fuel tank
- Battery and automatic charger
- Control wiring and safety monitoring system
Benefits:
- Ensures uninterrupted fire protection during power loss
- Engineered for reliability under emergency conditions
- Compliant with global fire protection standards
Jockey Fire Pump
The jockey fire pump is a vertical multistage centrifugal in-line pump with a stainless steel impeller, delivering 50 GPM @ 7.5 Bar Head. Its main function is to maintain system pressure and prevent frequent starts of the main fire pumps.
Features:
- Vertical inline design for space-saving installation
- Corrosion-resistant stainless steel construction
- High head performance for pressure maintenance
- Automatic operation to maintain consistent system pressure
Technical Details:
- Flow: 50 GPM
- Head: 7.5 Bar
- Impeller: Stainless steel, multistage design
Fire Pump Control Panel
The fire pump control panel provides full automation and protection for all pumps in the system — main, diesel, and jockey.
Features and Protections Include:
- Magnetic contactor and overload protection
- Under-voltage and dry-run protection
- Supervisory switch for monitoring
- Auto and manual operation modes
- Automatic battery charger for the diesel engine
- Indicators and alarms for system status and faults
This ensures safe, efficient, and reliable control of all fire pump operations.
Suction and Discharge System
A complete set of suction and discharge piping is supplied, including:
- High-quality pipes and fittings
- Valves (check valve, gate valve)
- Vibration isolators and flexible connectors
- Strainers and pressure gauges
These components ensure stable flow, reduced vibration, and long-term system reliability. The use of flexible connectors and vibration isolators minimizes mechanical stress, improving safety and system life.
Key Features and Benefits
- Complete fire pump system with electric, diesel, and jockey pumps
- Automatic operation and full protection control panel
- Corrosion-resistant stainless steel impellers for durability
- High efficiency and low maintenance cost
- Reliable standby diesel pump for emergency conditions
- Fully assembled and tested package for quick installation
Applications
- High-rise buildings and commercial complexes
- Industrial and manufacturing plants
- Power stations and refineries
- Airports, hospitals, and data centers
- Fire hydrant and sprinkler systems
{kind=link}